


Система управления предназначена для автоматического регулирования заданных параметров обработки проволоки: - Управление конвейерами, затворами и виброактиваторами, в том числе согласованное их выключение при аварийных ситуациях; - Скорость движения нити; - Температура расплавленного цинка; - Температура в печи отжига; - Температура и уровень кислоты в ванне травления; - Температура и уровень флюса в ванне флюсования; - Температура сушки проволоки между этапами обработки. Проектирование, комплектация, производство шкафов, монтаж, пуск-наладка, ввод в эксплуатацию.
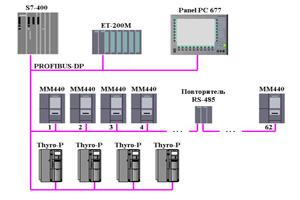
ПЛК – SIEMENS SIMATIC S7-414-2DP + ET200M; АРМ – SIMATIC Panel PC 677-15" TFT Display + WinCC flexible; Дискретных сигналов – 300; Аналоговых сигналов – 32; Модулей скоростного счета FM350-2 - 3х8 каналов. Энкодеры HOG 6 – 20шт.; Преобразователей частоты SIEMENS MICROMASTER 440 (связь по Profibus-DP) – 62шт.; Регуляторов тока AEG ThyroP (связь по Profibus-DP) – 4шт. Индуктивные датчики Siemens BERO. Датчики уровня для агрессивных сред Siemens SITRANS и MILTRONICS POINTEK.
Оборудование:
 В результате внедрения АСУТП достигнуты высокие показатели качества нанесения цинкового покрытия путем поддержания постоянной заданной скорости движения проволоки через расплавленный цинк. Максимальная производительность достигается за счет одновременной обработки 20 ниток проволоки разного диаметра, при этом скорость движения каждой нитки задается независимо от других. Все контролируемые параметры заносятся в архив с возможностью их последующего анализа. Ведется журнал аварийных сообщений и действий оператора.
В результате внедрения АСУТП достигнуты высокие показатели качества нанесения цинкового покрытия путем поддержания постоянной заданной скорости движения проволоки через расплавленный цинк. Максимальная производительность достигается за счет одновременной обработки 20 ниток проволоки разного диаметра, при этом скорость движения каждой нитки задается независимо от других. Все контролируемые параметры заносятся в архив с возможностью их последующего анализа. Ведется журнал аварийных сообщений и действий оператора.